磨损件的焊补修复

以车床导轨划伤的埠补工艺为例,叙述磨损件的焊补修复。若用冷焊法通常工艺修复划伤的导轨,在焊后粗打磨加工时,会发现导轨上有较多有时甚至是密集的小圆气孔,这是导轨捌伤赴吸油过多所致。
导轨虽经除油并且是预热后施焊,但在焊接高温下,油脂又会从母材深处虹吸上来,面冷焊法的冷却速度大,气体来不及逸出面滞留于焊缝中以致形成气孔。为此,除油是个关键。
实验可知,采用短段热焊法焊补导轨的划伤部位可圆满解决气孔问题.所谓短段热焊法即是.对将bti焊的焊段进行600-a700'C的预热,然后趁热施焊,再预热下个焊段(600~700℃),再施焊,依此类推。
由于每个焊段长度控制在25~40mm,且焊前预热温度高,能及时彻底除净虹吸上来的油脂,因此,焊缝磨削后几乎不产生气孔等缺陷。此焊法其它施焊要点与前述的冷焊法完全相同。
短段热焊法修复导轨划伤的分散退步施焊焊序及焊接方向如图所示

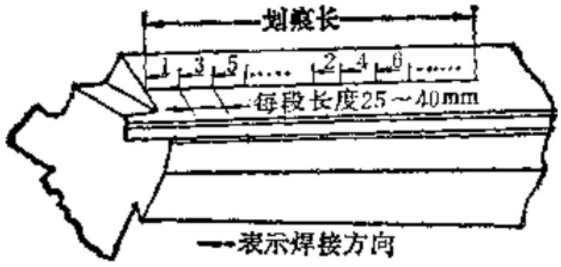
分散退步短段熟焊法示意图
焊补处的精加工宜在导轨磨床上完成。如为现场焊修,则用手动砂轮打磨至平后,用油石精修成形即可。采用短段热焊法修复工件,工件的整体温度仍较低,故短段热焊法仍属冷焊法范畴口短段热焊法要隶气焊工紧密配合,预热和施焊交譬进行,再加上锤击、缓冷保温等,操作比较繁冗。
另外,由于碳的烧蚀而生成CO气体,极易产生咬边现象,这就要求选择的焊接电流要合适,焊接手法、焊条角度,运条方法要正确,以保证熔化金属与母材均匀过渡,焊缝成形美观。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章
 精彩导读
精彩导读







 热门文章
热门文章 最新标签
最新标签