机械维修 - 堆焊修复法
一、手工堆焊
----是利用电弧或氧—乙炔火焰来熔化基体金属和焊条,采用手工操作进行的j焊方法。由于手工电弧堆焊的设备简单、灵活、成本低,因此应用最广泛。它的缺点是生产率低、稀释率较高,不易获得均匀而薄的堆焊层,劳动条件较差。
手工堆焊方法适用于工件数量少且没有其他堆焊设备的条件下,或工件外形不规则、不利于机械堆焊的场合。
(一)手工堆焊的工艺要点 主要有以下几方面。
1.正确选用合适的焊条 根据需要选用合适的焊条,应避免成本过高和工艺复杂化。
2.防止堆焊层硬度不符合要求 焊缝被基体金属稀释是堆焊层硬度不够的主要原因,可采:适当减小堆焊电流或采取多层焊的方法来提高硬度。此外,还要注意控制好堆焊后的冷却速度。
3.提高堆焊效率 应在保证质量的前提下,提高熔敷率,如适当加大焊条直径和堆焊1流、采用填丝焊法以及多条焊等。
4.防止裂纹 可采取改善热循环和堆焊过渡层的方法来防止产生裂纹。
(二)手工堆焊修复的应用举例
齿轮最常见的损坏方式是轮齿表面磨损或由于接触疲劳l产生严重的点状剥蚀,这时可以用堆焊法修复,其修复工艺过程如下:
1. 退火
堆焊前进行退火主要是为了减少齿轮内部的残余应力,降低硬度,为修复后的齿轮的机械加工和热处理做准备。退火温度随齿轮材料的不同而异,可从热处理手册中查得。
2. 清洗
焊前必须对齿轮表面的油污、锈蚀和氧化物进行认真清洗。
3. 施焊
对于渗碳齿轮,可以用20Cr及40Cr钢丝,以碳化焰或中性焰进行气焊堆焰也可以用65Mn焊条进行电焊堆焊。对于用中碳钢制成的整体淬火齿轮,可用40钢丝,以性焰进行气焊堆焊。
采用自熔合金粉末进行喷焊,不经热处理也可获得表面高硬度,且表面平整、光滑、加余量很小。
4.机械加工
可用于车床加工外圆和端面,然后铣齿或滚齿。如果件数少,也可用钳工修整 v.热处理 对于中碳钢齿轮,800℃淬火后,再300℃回火。渗碳齿轮应在900℃渗刮保温10~12h,随炉缓冷,然后加热到820~840℃在水或油中淬火,再用180一200℃回夕个别轮齿损坏严重时,除用镶齿法修复外,也可用堆焊法进行修补。这时为了防止高温对其部位的影响,可将齿轮浸在水中,仅将施焊部分露出水面。
二、自动堆焊
----与手工堆焊相比,具有堆焊层质量好、生产效率高、成本低、劳动条僻等优点,但需专用的焊接设备。
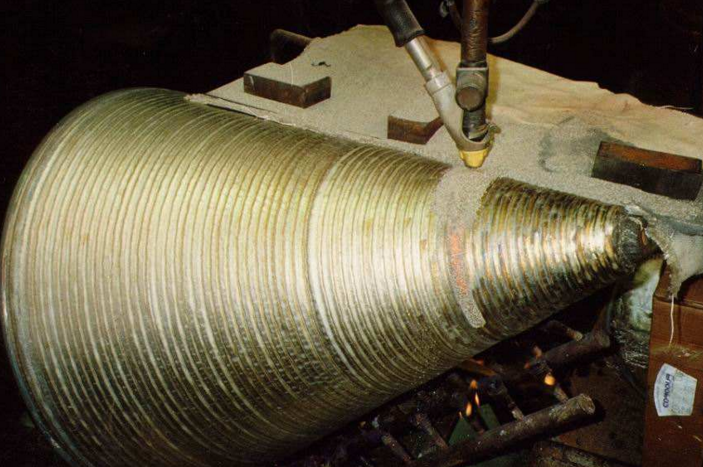
(一)埋弧自动堆焊 又称焊剂层下自动堆焊,其特点是生产效率高、劳动条件好等。堆焊时所用的焊接材料包括焊丝和焊剂,两者必须配合使用以调节焊缝成分。埋弧自动堆焊工艺一般埋弧焊工艺基本相同,堆焊时要注意控制稀释率和提高熔敷率。
埋弧自动堆焊适用于修复磨损量大、外形比较简单的零件,如各种轴类、轧辊、车轮轮刚覆带车辆上的支重轮等。
埋弧堆焊法特别适用于大型曲轴的修复。以下是其修复工艺过程:
1.焊前准备
工作内容主要有:清除所惨复曲轴上的全部油污和锈迹;检查曲轴有无裂纹,发现有裂纹先处理后堆焊;检验是否有弯曲或扭曲,若变形超限要先进行校正;用碳摩等堵塞各油孑L;曲轴预热温度约300℃。
2 .焊丝和焊剂
一般选用乒o.15-2.Omm的50CrVA、30CrMnSiA、45或50钢丝。采用国产焊剂431与其配套使用。当选用的焊丝含碳量较低时,应在焊剂中适当添加石墨。
3.堆焊
一般拖拉机曲轴的埋弧焊可采用如下规范:堆焊速度460~560mm/min;送丝速度2.1-2.3m/min;堆焊螺距3.6-1mm/r;电感0.1~o.2mH;工作电压2l一23V;工作电流150~190A。
(二)振动电弧堆焊
主要特点是堆焊层薄而均匀,耐磨性好,工件变形小、熔深浅、热影响区窄,生产效率高,劳动条件好,成本
振动电弧堆焊的工作原理,将工件夹持在专用机床上,并以一定的速度旋转,堆焊机头沿工件轴向移动。焊丝以一定频率和振幅振动而产生电脉冲。焊嘴2受交流电磁铁4和调节弹簧9的作用而产生振动。堆焊时需不断向焊嘴供给冷却液(一般为4%一6%碳酸钠水溶液),以防止焊丝和焊嘴熔化黏结或在焊嘴上结渣。
与埋弧堆焊法一样,振动电弧堆焊也适用于曲轴的修复。以下是其修复工艺过程:
1. 焊前准备
与埋弧堆焊基本相同,只是预热温度稍低,约为150~200℃。
2. 堆焊
曲轴各轴颈的堆焊顺序对焊后的变形量有很大影响,应先堆焊连杆轴颈。
3. 焊后处理
钻通各轴颈油孔并在曲轴磨床上进行磨削加工,然后进行探伤并检查各部尺寸是否合格。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章
 精彩导读
精彩导读







 热门文章
热门文章 最新标签
最新标签