
数控机床具有机、电、液集于一身,技术密集和知识密集的特点,有较高自动化水平和生产效率。现今,数控设备的广泛运用是工业企业提高设备技术水平有效手段,也是发展的必由之路。而数控设备的数控系统是其核心所在,它的可靠运行,直接关系到整个设备运行正常与否。也就是说,当数控系统故障发生后,如何迅速诊断故障的出处并解决问题使其恢复正常,是提高数控设备使用率的迫切需要。
为此,可以采用以下的诊断方法:
一、直观法
直观法,即通过人的感官注意出现故障时(或故障发生后)的表象,判断故障点。通过观察故障表象,检测维修人员可以直观的了解故障部位和故障情况。该方法适用于元部件断裂、烧焦或烟熏等简单的数控系统故障诊断。另外,直观法还可以检查系统电缆是否接触不良、松脱或断开,这些故障点都是系统突发故障时首要考虑的几方面因素。
例1:数控机床加工过程中系统突然停机。打开数控柜,通过直观法了解到 Y 轴电机主电路保险管被烧毁。Y 轴电机动力线外皮有硬物划伤的痕迹,破损部位与机床外壳相互碰撞,致使系统短路,保险被烧断。检修人员将Y 轴电机动力线换新后系统恢复正常运行。
二、CNC 自诊断功能法
运用CNC 系统数据快速处理功能多路、快速地采集并处理故障信号,再借助诊断程序展开逻辑分析判断功能判定系统是否存在故障,并准确定位故障点。
现代数控系统自诊断功能主要有两种形式,一是“开机自诊断”,即从每次通电开始到系统进入正常运行准备状态为止,如果系统运行出现问题,CRT 立即预警,通过发光二极管可初步定位故障点。二是故障信息提示。当数控系统在工作状态下突发故障,编号、内容可通过CRT 显示出来。维修工人通过CRT 提示,在维修手册上查阅相对应的编号和内容,即可准确判定并排除系统故障。
但此时需重视一点:一些故障可通过CRT 提示和翻阅维修手册即可准确排障,但在实际运行中,一些故障的起因往往隐匿于复杂的表象之下,实际故障点可能与CRT 提示的内容不相符,还有一些故障是由多种因素相互叠加共同作用的结果。面对形形色色的系统故障,维修工人首先要厘清各故障之间的内在联系,综合考虑多方面因素来查找故障起因。通常数控机床诊断功能提供的故障信息越多,对故障诊断越有利。
三、功能程序测试法
该方法是借助数控系统自动编程功能(或直接进行手工编程),将系统的各项操作功能编写成一个综合的功能测试程序,输入数控系统独立运行,用以检测系统功能的准确性与可靠性,继而进一步诊断故障点及故障原因。
例2:FANUC6M 系统的一台数控铣床,在曲线加工过程中出现爬行现象,但是数控系统通过自编功能测试程序的引导,可以完整的完成各项规定的动作,这表明数控系统运行状态没问题。继而全面检测曲线加工程序,发现系统变成中存在一项每加工一段就要进行一次到未停止检查的G61 指令,数控系统通过响应 G61 指令出现爬行现象。了解这一状况后,维修工人就用G64 指令代替了 G61 指令,至此故障排除。
四、数据和状态检查
CNC 系统自诊断,CRT 不能进行故障预警,仅能通过多页的 “诊断地址”及“诊断数据” 提示数控系统参数及状态信息,常见的有以下几个方面:
1、接口检查 数控系统和机床之间的输入/输出接口信号主要有 CNC 与 PLC,PLC 与机床之间接口输入/输出信号。诊断数控系统的输入/输出接口故障,通过 CRT 显示开关量信号状态,信号有无用“1”、“0”表示。维修人员通过状态显示,可以准确获知数控系统与机床之间的信号传输是否顺利,若传输过程存在故障,可第一时间准确定位故障点,继而采取有效的措施排障。
2、参数检查 当数控系统出现故障后,维修工人先查看系统的运行参数。因为运行参数是在试验和运行实践中通过不断调整获得的,它对整个数控系统的正常运行起到至关重要的作用。系统参数的变动很可能引起数控系统动作异常,严重时可能引发系统故障。一般情况下,系统参数均存放于磁泡存储器中,某些情况下也可能存储在由电池保持的CMOSRAM 中。如果电池受外界干扰导致电压过低不能满足数控系统运行要求,就可能造成系统参数变动或丢失。故障检测时通过对系统参数的修正,故障点即可快速排除。
例3:G18CP4 数控磨床,数控系统采用 FANUC11M 系统,故障发生后机床运行状态异常,但CRT 并未预警显示故障信息。
故障发生后,全面检查组成系统的各个元部件,如果各连接单元连接状态良好,则初步判定是外界干扰使磁泡存储器内存储数据混乱而引发系统故障,维修工人随即全部清空磁泡存储器中的信息,参考手册将系统参数重新输入数控系统中,系统恢复正常运行,故障排除。
五、报警指示等显示故障
现代数控系统除了具备自诊断功能以及状态显示等“软件”预警功能,还有很多分布于电源、伺服驱动以及输入/输出等装置上的“硬件”报警指示灯,这也是指示故障点及故障原因的重要元件。
六、备板置换法
将存在故障疑点的模板换新是快速排障的主要途径。
例4:一数控系统启动后 CRT 无故障信息预警,采用如图所示的故障检查步骤,即可判断CRT 模块究竟有无故障。
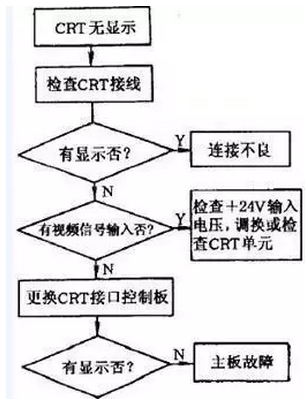
模板换新前先查看关联电路是否完好,以防换新后发生短路故障。换新模板选择开关的跨接线型号必须与旧模板保持一致。有的备用模板安装时还需调整电位器。存储器换新需参考系统参数初始化才可以正常使用。
七、交换法
数控系统中的某些单元或功能模块基本相同,进行故障检测时可将相同的模块或单元互换,以此确定故障点和故障转移情况。通常,两台数控系统之间的相同模块可通过交换法检测故障点,此外在伺服进给驱动装置的故障检测与维修中该方法也经常用到。
例 5:TH6350 加工中心旋转工作台抬起后不停匀速旋转,且系统不预警。经初步判断,此类故障的故障点可能在旋转工件台简易位控器上。为验证故障点设想的准确性,考虑到该加工中心刀库的简易位控器和转台大致相似,于是维修工人尝试着互换了刀库和转台的位控器来检测故障部位。互换时,刀库位控器参数必须与转台位控器参数相一致。互换后,转台维持正常运行,但刀库旋转不止,由此断定是转台位控器发生了故障。
八、敲击法
数控系统由各种电路板组成,每块电路板上会有很多焊点,任何虚焊或接触不良都可能出现故障。若用绝缘物轻轻敲打不良疑点的电路板、接插件或元器件时,若故障出现,则故障很可能就在敲击的部位。
九、测量比较法
实际运行中,每一模块或每一单元上均已安装检测端子以便于故障检测。实测时,运用万用表、示波器等仪器设备,在检测端子的辅助下获得电平或波形数据,再把实测数据与标准数据进行对比,便可准确获知故障点及相关情况。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章




 精彩导读
精彩导读



 热门文章
热门文章 最新标签
最新标签