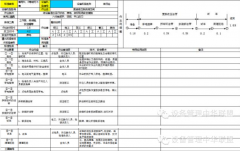
数控机床的点检管理

与普通机床设备一样,数控设备的维护保养也是实行“三级保养制度”。一般采用点检管理,点检管理主要包括专职点检、日常点检、生产点检。
专职点检负责对机床的关键部位和重要部位按周期进行重点点检和设备状态检测与故障诊断,制定点检计划,做好诊断记录,分析维修结果,提出改善设备维护管理的建议。
日常点检负责对机床一般部位进行点检处理和检查机床在运行过程中出现的故障。生产点检负责对生产运行中的数控机床进行点检,并负责润滑、紧固等工作。
数控机床的点检管理内容:
1、安全保护装置:
a.开机前检查机床的各运动部件是否在停机位置。
b.检查机床的各保险及防护装置是否齐全。
c.检查各旋钮、手柄是否在规定的位置。
d.检查工装夹具的安装是否牢固可靠,有无松动位移。
e.刀具装夹是否可靠以及有无损坏,如砂轮有无裂纹。
f.工件装夹是否稳定可靠。
2、机械及气压、液压仪器仪表点检应在开机后使机床低速运转3~5min,然后检查以下各项目:
a·主轴运转是否正常,有无异声、异味。
b.各轴向导轨是否正常,有无异常现象发生。
c.各轴能否正常回归参考点。
d.空气干燥装置中滤出的水分是否已经放出。
e.气压、液压系统是否正常,仪表读数是否在正常值范围之内。
3、电气防护装置:
a.各种电气开关、行程开关是否正常。
b.电机运转是否正常,有无异声。
4、加油润滑 点检主要包括以下方面的内容:
a.设备低速运转时,检查导轨的上油情况是否正常。
b.按要求的位置及规定的油品加润滑油,注油后,将油盖盖好,然后检查油路是否畅通。
5、清洁文明生产检查:
a·设备外观无灰尘、无油垢,呈现本色。
b.各润滑面无黑油、无锈蚀,应有洁净的油膜。
c.丝杠应洁净无黑油,亮泽有油膜。
d.生产现场应保持整洁有序。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章
 精彩导读
精彩导读






 热门文章
热门文章 最新标签
最新标签