无论是智能制造还是精益制造,都要理顺其作为思想、方法或工具体系与中国制造所面临问题之间的逻辑关系。通俗的讲,如果把智能制造或是精益制造看成是方子,那么我们现在工业企业的病症是什么?
一、很多时候大家一厢情愿的讨论自己的方子多好,却似乎比较少的研究和关注病人的情况
精益生产作为一套源于丰田汽车的管理系统,她让丰田公司从上世纪50年代濒临倒闭的窘境走出来,丰田生产方式的发展过程,也是丰田在先解决了生存问题、发展问题到成为世界级卓越企业发展过程。
历经百年的发展与挫折,TPS逐渐名扬于世,上世纪九十年代初被美国麻省的研究者提炼出来并命名为精益生产,在此后的二十多年的时间里,日、台、欧美企业广泛的实践这一管理系统,不断取得丰硕的成果,也极大的丰富其理论系统和工具方法(为解决问题为生的管理系统,并经历长期实践的过程)。
智能制造,相对于世界上众多的先进企业而言,我相信绝对不是一个新话题或新事物,早在上世纪八十年代门田安宏先生出版的《新丰田生产方式》一书中,就有涉及丰田生产方式关于丰田运用智能新技术的事例。所以我相信如果从务实的角度去总结,智能制造的思想、技术体系和工具方法,一定也是符合解决问题的逻辑且是对于制造企业提升运营能力的有效方法。
在国内从工业4.0热闹起来的三年不到的时间内,各种概念、各种理论、各路专家、各种案例冲击也不断凌乱了人们的认知,说到底都是大多数都为了自己的生意好做或是论文好写,在自己原有的那点东西上面加上了一些漂亮的包装,所以有时候看看制能智制像MES或ERP的集成,有时候看又像加了VR或AR的自动化,有时候听起来又像一套数据采集系统,呈现出来的案例更多的大多是用了很多工业机器人的企业……
所以,既然说是智能制造,就要务实的回归到工业制造业本身,如果能务实的解决企业经营管理中的问题,而企业成本投入又负担得起,那么就是值得实践的好东西。

二、关于精益与智能制造的关系
1、正如上面所讲的,对于先进制造而言,做实施精益制和智能制造本身,肯定不是两回事。因为应用型的技术本身就是因企业生产和管理的需要而产生的,在企业追究管理系统更稳定、管理成果更好的、管理成本更低的过程中,这些技术会不断的被运用,当发展到一定阶段就会系统的运用,最终产生质的飞跃。在从这个层面理解,精益与智能不应当被割裂去看待,只是对于研究者或是后来的实践者而言,限制自己的专业、见识和自己的经验,会片断式的看待这两者。
2、传统精益与智能技术
我这里要强调的是,目前中国的精益生产领域众多实践者,包括相当一部的机构顾问,学习和接触到的精益生产知识体系,大多数是丰田在上世纪八、九十年代之前流传于世的做法,并不等同于现在的丰田。
一般意义,我们会用三个必要来表达JIT的要义,即:必要的时间,必要数量以及必要的物品,这是在车间现场前后工序这么一个场景来表达JIT,这个场景可以放大,也可以缩小,放大比如:与前端供应商之间或后端客户之间也可以用这三个必要来表达需求与供给之间协同的要求,缩小可以表达在工位中,人、机、料各要素之间协同要求,此外还可以延伸,比如丰田就还强调:必要的时间、必要的信息提供必要的人等等。
所以JIT的本质强调的是系统中处于分工的要素之间首先要协同,然后更强调的是协同的最佳效果,比如必要的时间,强调的是以需要的时间就提供,减少资源的等待以及为了这种等待准备不必要的缓冲资源,必要的数量是指最少的成本投入,必要的(适质)的物品,强调的是物品的功能效用上要适质,与制造业一般强调的管理成果QCD基本一致。
但是JIT更加高明的是,通过不断的改善以及新方法的运用不断提高这种协同的效果以及降低协同的难度,在日复一日,年复一年的坚定改善中,日臻完善。
JIT追求协同效果的过程,也是不断降低协同难度的过程!因为协同的难度越低,准时化才越可能被维持。那么如何降低准时化的难度呢?
举个例子:在精益生产中,有一个比较高级的运用工具叫KANBAN,这是让前后工序协同作战的工具,在大野先生的那个年代,这种当初称为“广告牌”的东西就是很好的工具,但是随着时代的发展,电子KANBAN应动而生了,抛开看板管理执行层面,就工具而言,电子看板不会短少,信息传递少了传递运送的路程时间,当然会更就容易执行。如果配上RFID标签,还会为厂内的智能物流打下基础。
在制造业发展初级阶段,工厂的各种要素之间都相对独立的,比如材料、部品、设备、人员、生产指令信息,都是独立存在的个体,一个企业的协同水平,一方面取决流程和方法,流程和方法解决不了的,只能靠人去干预。
流程和方法说到底也是要靠人去执行,这时候工厂的运营水平就会忽上忽下。丰田公司创造性的提出JIDOKA 的理念,解释为让设备拥有“人的智慧”,因为只有人才具备感知变化和变异能力、对比标准的分析能力、纠偏复原执行能力,停止或继续生产的决策能力、改善和解决问题创造能力。
要说明的是其实在很长的时间内,这种所谓的“人的智慧”只是停留在对于状态的感知能力和判断能力。所以丰田在系统进化的另一条主线,就是不断赋予系统要素这种“人的感知和判断”能力。而当企业所有的系统要素都具备了这种感知和判断能力,企业建立起了日本企业管理界强调的企业“自律神经”。
所以到了今天,丰田的高岗工厂物联网(LOT)技术的应用早已到了一个非常高的水平,这其实本质上就是让工厂所有要素不断提升“感知能力和判断”能力的必然实践。
当系统中的这种要素都具备自动接受信息的,感知状感与判断并执行的能力之后,JIT水平的提高和协同难度的降低就是水到渠成的事情。

三、知识内建与管理
精益的核心实践中,还有一项重要的工作就是通过长期实践积累起来关于实现工作成果稳定化或是应对变化或变异而采取措施的知识和经验。在精益运行良好的企业,都高度重视对于这种“知识”的管理与传承,很多关于改善或TPS的教课书上,都把企业有价值的工作分为两类即工作=维持+改善,所谓维持指维持企业日常绩效的标准和为了维持日常绩效所执行工作的标准,所谓改善指为了降低维持难度(减少变异)和提升绩效而进行创新性的工作,改善与维持之间轮回,构成了TPS对于工作的基本定义。
事实上这种维持与改善,需要的基础就是维持与改善知识的积累和传承,对于国内大多数企业运营绩效变化波动大(品质、工时、产出等),很大程度上是没办法创造稳定这种维持与改善的基础条件,而这种条件就是将这些靠人的大脑记忆,靠人的手脚去执行的知识没有内建到系统中,并被每一个要素不折不扣的执行。JIDOKA这条实践主线,同时也是不断内建“知识”到系统中的过程。
需要强调的是,知识分显性知识和隐性知识,显性的知识如图纸、标准作业文件、流程制度等,也就所谓看得见的知识,这类知识靠档案管理、靠培训、靠学习基本就可以传承;另一类隐性的知识,这类知识的传承靠人的体验和大量训练才能传承,这种知识往往比较微妙,要靠日本人所谓匠人精神日复一日的追求,才能传承。
在精益知识结构下面通过道场的实践、通过改善活动的体验、通过督导人员的在职训练,甚至是师傅的言传身教来传承。在大工业时代,存在“现场之神”固然是强调对于专业的追求精神,但是也难免在传承中不断失落,就像中国很多古老的技艺逐渐消失一样。
而工业企业现场这种隐形知识的失传,往往带来的后果是灾难性的。处于微妙之间数十年的经验让工作几年、甚至几周的中就上岗的人员来传承,显然很难。智能时代的数字化技术,把系统要素的状态、变化、和曾经的对策通过数字化的形式表达出来,通过企业大数据的分析出来,对于知识传承与管理无疑将起到是突破性的作用。
上述:不断改善系统要素间协同的效果并降低协同的难度(jit)、不断付于系统各要素以“人的智慧”(jidoka),内建系统高质量运营知识成果,是我所认知的精益的核心实践。
四、Jidoka(自动化)解析
一个帮助机器和操作员,发现异常情况并立即停止生产的方法。它使得个工序能将质量融入生产(build-in quality),并且把人和机器分开,以利于更有效地工作。Jidoka与Just-In-Time是丰田生产系统的两大支柱。
Jidoka突出显现问题,因为当问题一出现的时候,工作就立即被停止下来。通过消除缺陷的根源,来帮助改进质量(build-in quality)。
Jidoka有时也称为Autonomation,意思是有着人工智能的自动控制。它为生产设备提供了不需要操作员,就能区分产品好、坏的能力。
操作员不必持续不断地查看机器,因此可以同时操作多台机器,实现了通常所说的“多工序操作”,从而大大地提高了生产率。
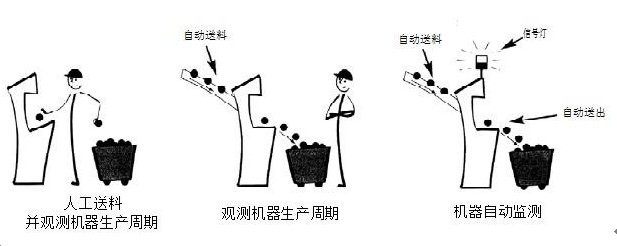
Jidoka这个概念来源于20世纪初丰田集团创始人Sakichi Toyada的发明。他发明了一台织布机,这台机器能够在任何一根纺丝断掉了之后,立刻停机。
在这个发明之前,当织布机的线断了之后,机器织出一堆有缺陷的织品,因此每台机器都需要有一个工人来看管。
Toyoda的革新,使得一个工人可以控制多台机器。在日语里,Jidoka是一个由Toyoda创造的发音,与日语词汇“自动控制”几乎完全相同(写法kanji也几乎相同)的单词,但是增加了人性化和创造价值的内在含义。
【Transaction processing systems (TPS)即事务处理系统】
【Quality, Cost, and Delivery,常简写为 QCD,是品质、成本、与交付】
【品质系统中的LOT就是批次、批量】
转载请注明出处。

 关联文章
关联文章




 精彩导读
精彩导读






 热门文章
热门文章 最新标签
最新标签